



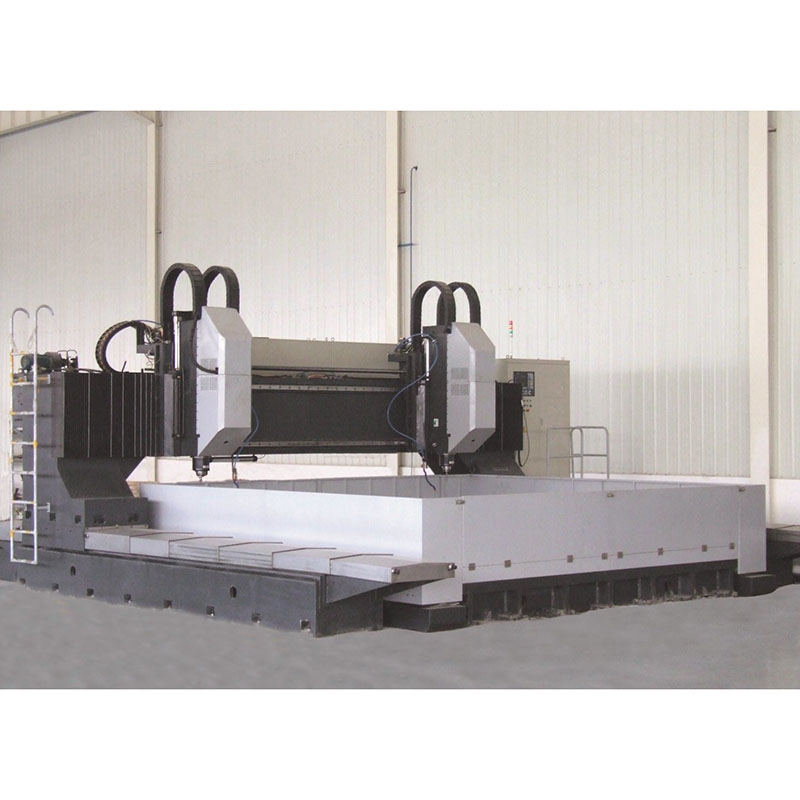



Mesin penggerudian mudah alih Gantry CNC Siri PLM




| Item | Name | parameter | |||
| PLM3030-2 | PLM4040-2 | PLM5050A-2 | PLM6060-2 | ||
| Pemesinan maksimumbahansaiz | Panjang x lebar | 3000*3000 mm | 4000×4000 mm | 5000×5000 mm | 5000×5000 mm |
| Ketebalan plat diproses maksimum | 250 mm, Boleh diskalakan hingga 380mm | ||||
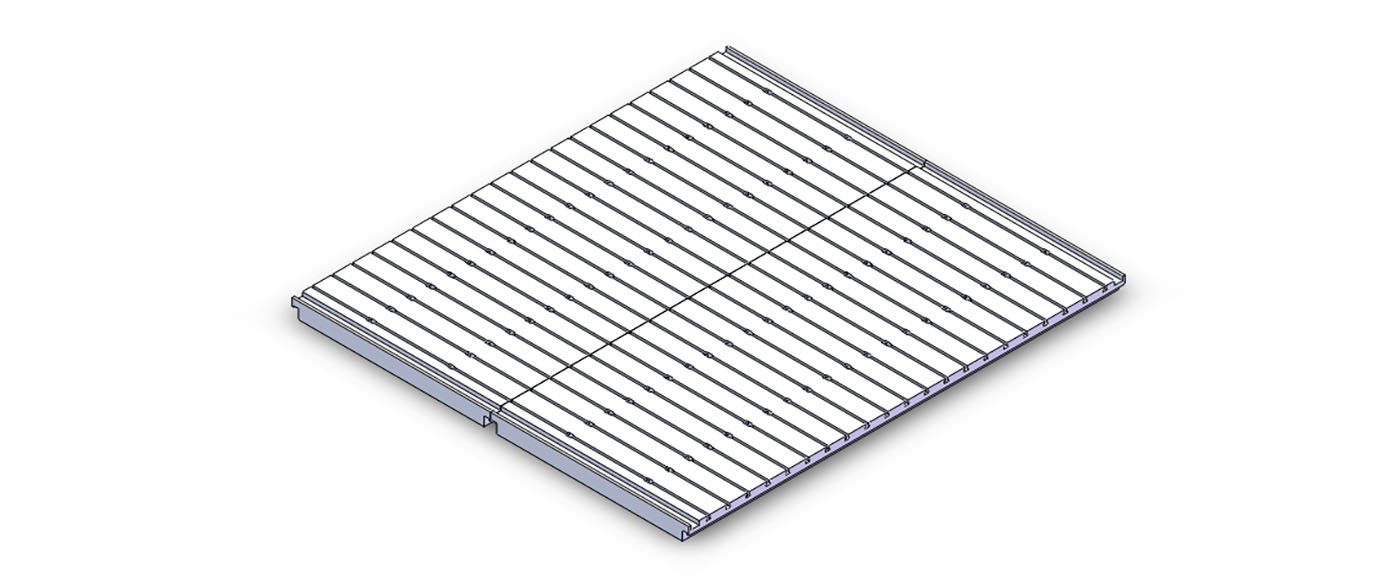
| Kerjameja | Saiz Meja Kerja | 3500×3000 mm | 4500×4000 mm | 5500×4000 mm | 5500×4000 mm |
| Lebar alur-T | 28 mm | ||||
| Lgalas oad | 3tons/㎡ | ||||
| PenggerudianSpindle | Maksimumpenggerudiandiameter lubang | φ60 mm | |||
| Nisbah maksimumPanjang Alat vs. Diameter Lubang | ≤10(Mahkotakarbidagerudi) | ||||
| SpindleRPM | 30-3000 r/min | ||||
| Tirus gelendong | BT50 | ||||
| Kuasa motor gelendong | 2×22kW | ||||
| Tork gelendong maksimumn≤750r/min | 280Nm | ||||
| Jarak dari permukaan hujung bawahgelendongke meja kerja | 280—780 mm (Laraskan mengikutbahanketebalan) | ||||
| Pergerakan membujur gantry (paksi-x) | Strok maksimum | 3000 mm | 4000 mm | 5000 mm | |
| Kelajuan bergerak paksi-X | 0—8m/min | ||||
| Kuasa motor servo paksi-X | 2×2.7kW | ||||
| Pketepatan kedudukan | Paksi-X、Paksi-Y | 0.06mm/ keseluruhanstrok | 0.08mm/ keseluruhanstrok | 0.10mm/ keseluruhanstrok | |
| Ketepatan kedudukan berulang | Paksi-X、Paksi-Y | 0.035mm/ keseluruhanstrok | 0.04mm/ keseluruhanstrok | 0.05mm/ keseluruhanstrok | |
| Sistem hidraulik | Tekanan/aliran pam hidraulik | 15MPa /25L/min | |||
| Kuasa motor pam hidraulik | 3.0 kW | ||||
| Sistem pneumatik | Tekanan bekalan udara | 0.5 jutapa | |||
| Penyingkiran dan penyejukan cip | Jenis penghantar cip | Rantai rata | |||
| Bilangan penghantar cip | 2 | ||||
| Kelajuan penyingkiran cip | 1m/min | ||||
| Kuasa motor penghantar cip | 2×0.75kW | ||||
| Mod penyejukan | Penyejukan dalaman + penyejukan luaran | ||||
| Tekanan maksimum | 2MPa | ||||
| Aliran maksimum | 2×50L/min | ||||
| Sistem elektrik | CNC | Siemens 828D | |||
| CNCpaksiNombor | 6 | ||||
| Jumlah kuasa motor | Kira-kira 75kW | ||||
| Dimensi keseluruhan alat mesin | Panjang × Lebar × Tinggi | Mengenai 8m×8m×3m | Mengenai9m×9m×3m | Mengenai10m×10m×3m | Mengenai10m×10m×3m |
| Jumlah berat alat mesin | Lebih kurang 32t | Mengenai40t | Mengenai48t | ||
1. Mesin ini terutamanya terdiri daripada katil dan tiang, rasuk dan meja gelangsar mendatar, kotak kuasa penggerudian jenis ram menegak, meja kerja, penghantar cip, sistem hidraulik, sistem pneumatik, sistem penyejukan, sistem pelinciran berpusat, sistem elektrik, dan sebagainya.

2. Tapak galas ketegaran tinggi, galas ini menggunakan galas khas skru berketepatan tinggi. Permukaan tapak pelekap yang lebih panjang memastikan ketegaran paksi. Galas diketatkan terlebih dahulu oleh nat kunci, dan skru plumbum ditegangkan terlebih dahulu. Jumlah regangan ditentukan mengikut ubah bentuk haba dan pemanjangan skru plumbum untuk memastikan ketepatan kedudukan skru plumbum tidak berubah selepas suhu meningkat.
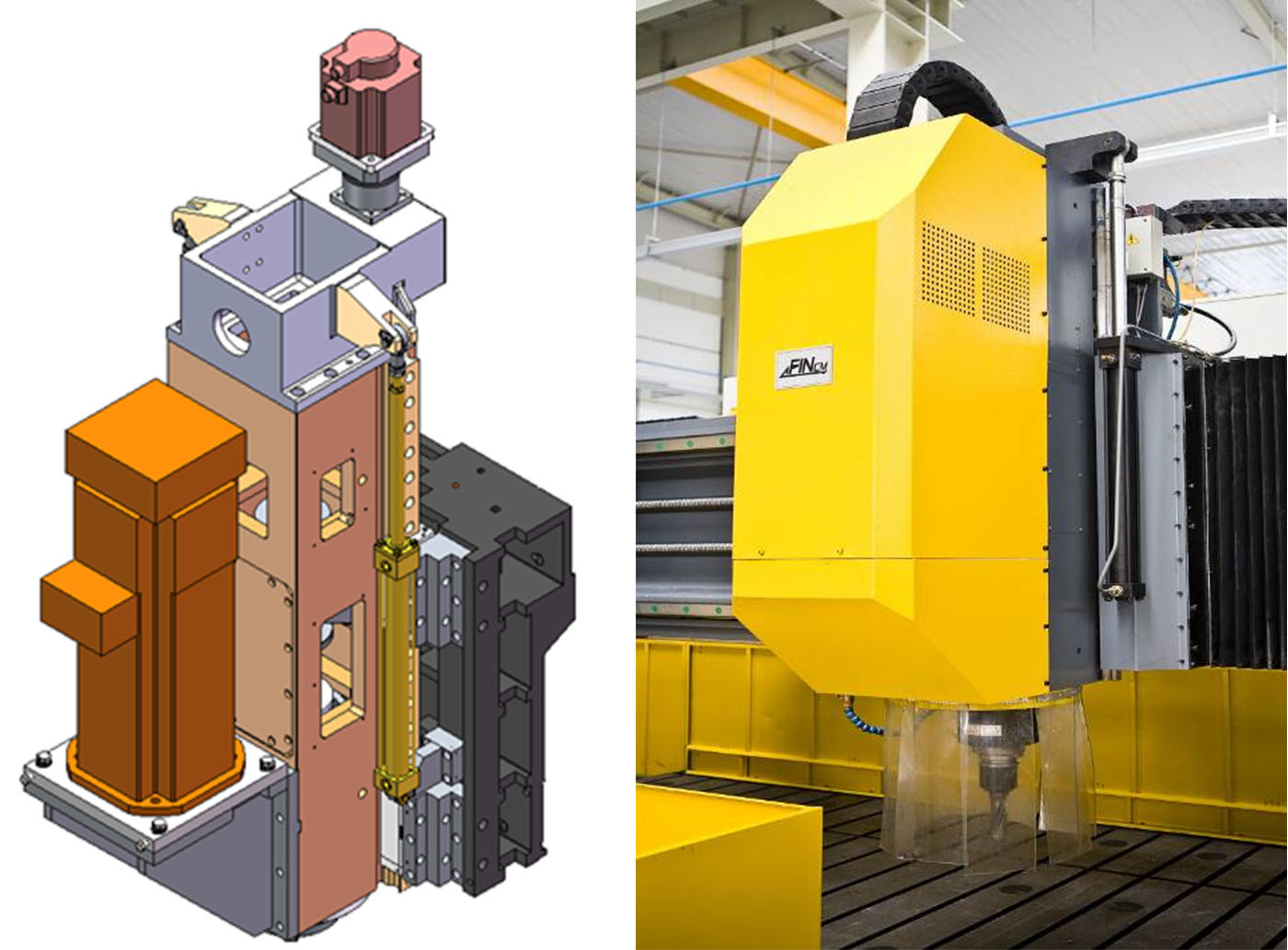
Kepala kuasa penggerudian dan penggilingan
3. Pergerakan menegak (paksi-Z) kepala kuasa dipandu oleh sepasang panduan penggelek linear yang disusun pada ram, dengan ketepatan panduan yang baik, rintangan getaran tinggi dan pekali geseran rendah. Pemacu skru bola dipacu oleh motor servo melalui pengurang planet ketepatan, yang mempunyai daya suapan yang tinggi.
4. Mesin ini menggunakan dua penghantar cip rantai rata di kedua-dua belah meja kerja. Cip besi dan penyejuk dikumpulkan dalam penghantar cip, dan cip besi diangkut ke penghantar cip, yang sangat mudah untuk penyingkiran cip; penyejuk dikitar semula.
5. Mesin ini menyediakan dua kaedah penyejukan—penyejukan dalaman dan penyejukan luaran, yang memberikan pelinciran dan penyejukan yang mencukupi kepada alat danbahansemasa pemotongan cip, yang menjamin dengan lebih baikgerudikualiti. Kotak penyejukan dilengkapi dengan komponen pengesanan paras cecair dan penggera, dan tekanan penyejukan standard ialah 2MPa.
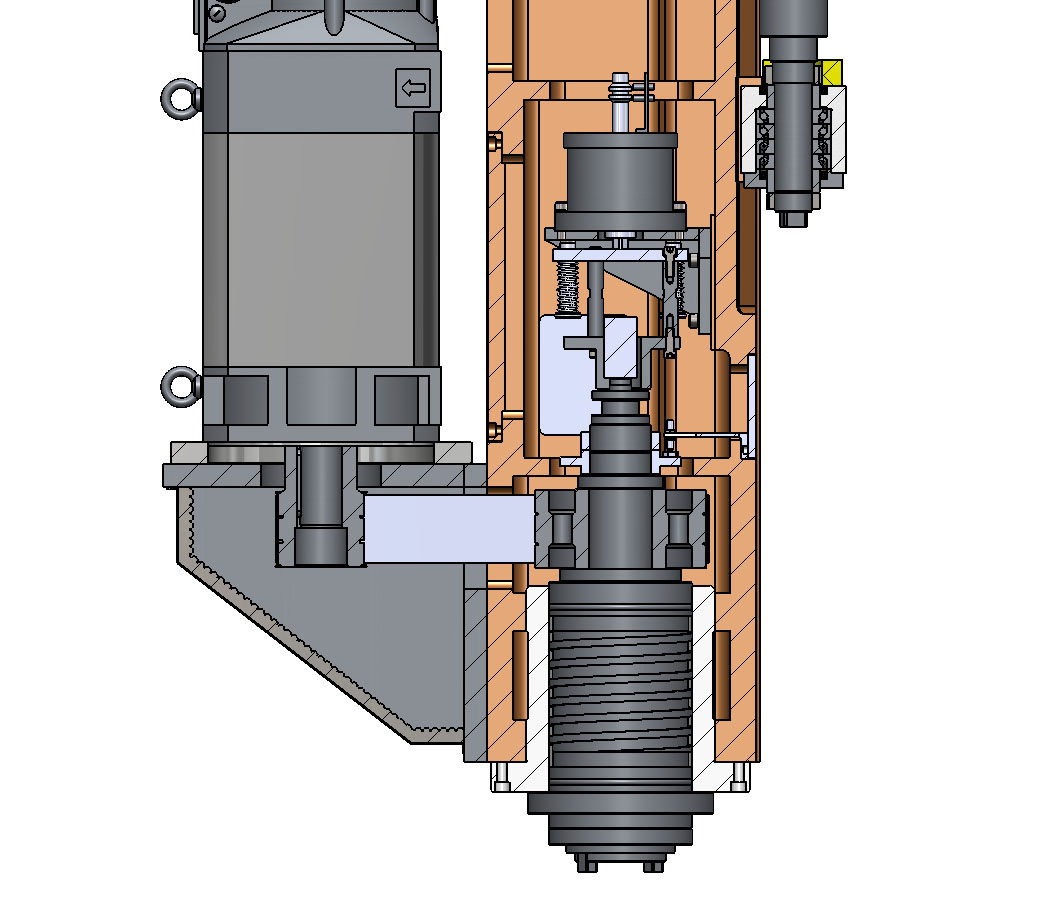
Spindle ketepatan
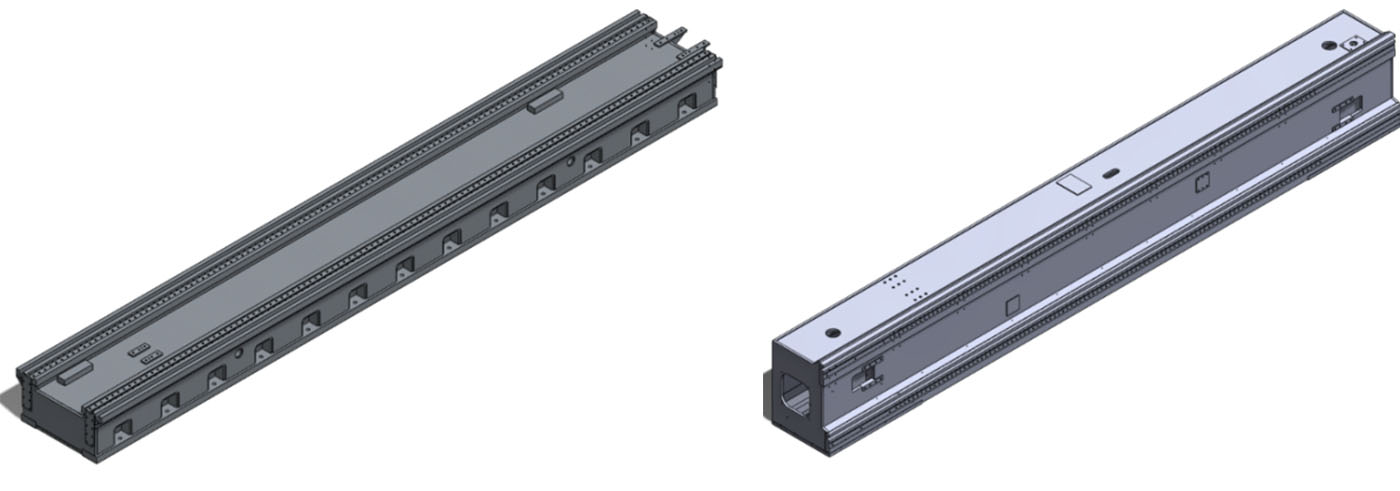
6. Rel panduan paksi-X di kedua-dua belah mesin dilengkapi dengan penutup pelindung keluli tahan karat, dan rel panduan paksi-Y dilengkapi dengan penutup pelindung fleksibel di kedua-dua hujungnya.

Penghantar cip
Peranti penyejuk
Peranti pelinciran automatik
7. Mesin ini juga dilengkapi dengan pencari tepi fotoelektrik untuk memudahkan kedudukan plat bulat.

Sistem CNC Siemens
| TIDAK. | Nama | Jenama | Negara |
| 1 | Rel panduan linear | HIWIN atau PMI | Taiwan, China |
| 2 | Sistem Kawalan CNC | Siemens | Jerman |
| 3 | Motor servo dan pemacu | Siemens | Jerman |
| 4 | Spindle ketepatan | KENTURN atau SPINTECH | Taiwan, China |
| 5 | Injap hidraulik | YUKEN ATAU Justmark | Jepun |
| 6 | Pam minyak | Justmark | Taiwan, China |
| 7 | Sistem pelinciran automatik | BIJUR ATAU HERG | Amerika Syarikat atau Jepun |
| 8 | Butang, lampu penunjuk dan komponen elektrik utama yang lain | SCHBEIDER/ABB | Perancis / Jerman |
Nota: Yang di atas adalah pembekal standard kami. Ia tertakluk kepada penggantian dengan komponen berkualiti sama jenama lain jika pembekal di atas tidak dapat membekalkan komponen tersebut sekiranya berlaku sebarang perkara khas.



Profil Ringkas Syarikat  Maklumat Kilang
Maklumat Kilang  Kapasiti Pengeluaran Tahunan
Kapasiti Pengeluaran Tahunan  Keupayaan Perdagangan
Keupayaan Perdagangan 
