







Mesin Penggerudian Plat CNC Bergerak Gantry PLD3020N




| Platsaiz | Ketebalan pertindihan plat | Maksimum 100mm |
| Wid × panjang | 3000mm×2000mmSatu bahagian | |
| 1500mm×2000mmTdua keping | ||
| 1000mm×1500mmEmpatKepingan | ||
| Ppaksi utama | Qtukar chuck dengan cepat | Lubang tirus Morse 3 dan 4 |
| Gerudilubangdiameter | Φ12-Φ50mm | |
| Mod kelajuan boleh ubah | Kelajuan penukar frekuensi yang berubah-ubah secara berterusan | |
| RPM | 120-560r/min | |
| Panjang strok | 180mm | |
| Suapan pemesinan | Peraturan kelajuan hidraulik tanpa langkah | |
| Platpengapit | Ketebalan pengapit | 15-100mm |
| Bilangan silinder pengapit | 12 | |
| Daya pengapit | 7.5KN | |
| Penyejuk | Mode | Peredaran paksa |
| Ejentera elektrik | Motor gelendong | 5.5kW |
| Motor pam hidraulik | 2.2kW | |
| Motor penghantar cip | 0.4kW | |
| Motor pam penyejuk | 0.25kW | |
| Motor servo paksi-X | 1.5kW×2 | |
| Motor servo paksi-Y | 1.0kW | |
| Dimensi mesin | panjang × lebar × tinggi | Lebih kurang 6183×3100×2850mm |
| berat | Mesin | Lebih kurang 5500kg |
| Sistem penyingkiran cip | Kira-kira 400kg | |
| Bilangan paksi kawalan | X. Y (kawalan titik) Z (gelendong, suapan hidraulik) | |
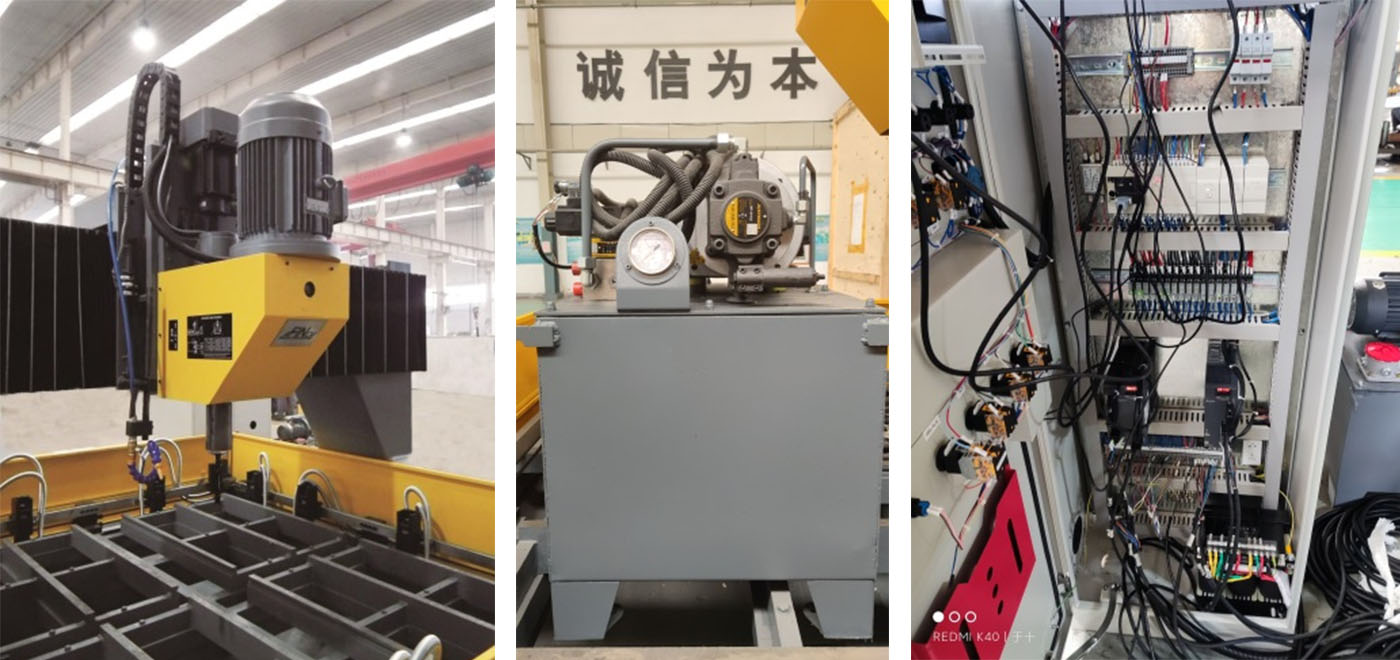
1. Alat mesin terutamanya terdiri daripada katil, gantry, kepala kuasa penggerudian, sistem hidraulik, sistem kawalan, sistem pelinciran berpusat, sistem penyingkiran cip, sistem penyejukan, chuck penukaran cepat, dan sebagainya.
2. Kepala kuasa strok automatik hidraulik ialah teknologi berpaten syarikat kami. Sebelum digunakan, tidak perlu menetapkan sebarang parameter, dan secara automatik menukar ke hadapan pantas, kerja masuk dan belakang, dan merealisasikannya melalui gabungan hidraulik mekanikal dan elektrik.
3. Plat diapit oleh pengapit hidraulik, dan pengendali dikawal oleh suis kaki, yang mudah dan menjimatkan tenaga kerja; Sehingga 3000 sekeping × 2000mm, plat kecil boleh diapit di empat sudut meja kerja, yang memendekkan tempoh penyediaan pengeluaran dengan ketara dan meningkatkan kecekapan pengeluaran.
4. Terdapat dua paksi CNC dalam alat mesin ini: pergerakan gantri (paksi x); Pergerakan kepala kuasa penggerudian pada rasuk gantri (paksi Y). Setiap paksi CNC dipandu oleh panduan penggelek linear yang tepat, didorong oleh motor servo AC dan skru bola. Gerakan fleksibel dan kedudukan yang tepat.

5. Alat mesin ini menggunakan sistem pelinciran berpusat dan bukannya operasi manual, bagi memastikan pelinciran bahagian berfungsi yang baik, meningkatkan prestasi mesin dan memanjangkan hayat mesin.
6. Penyejukan mata gerudi mesin menggunakan penyejukan air yang beredar, dan muncung universal dipasang pada kotak gelendong penggerudian, dan penyejuk sentiasa disembur di tempat penggerudian plat. Mesin ini dilengkapi dengan peranti peredaran penapis penyejuk. Katil dilengkapi dengan penghilang cip, yang boleh mengeluarkan cip secara automatik.
7. Program kawalan menggunakan perisian pengaturcaraan komputer atas yang dibangunkan oleh syarikat kami dan dipadankan dengan pengawal boleh atur cara.
| TIDAK. | Nama | Jenama | Negara |
| 1 | Rel panduan linear | CSK/HIWIN | Taiwan (China) |
| 2 | Pam hidraulik | Hanya Mark | Taiwan (China) |
| 3 | Injap elektromagnet | Atos/YUKEN | Itali/Jepun |
| 4 | Motor servo | Inovasi | China |
| 5 | Pemacu servo | Inovasi | China |
| 6 | PLC | Inovasi | China |
| 7 | Komputer | Lenovo | China |
Nota: Yang di atas adalah pembekal standard kami. Ia tertakluk kepada penggantian dengan komponen berkualiti sama jenama lain jika pembekal di atas tidak dapat membekalkan komponen tersebut sekiranya berlaku sebarang perkara khas.



Profil Ringkas Syarikat  Maklumat Kilang
Maklumat Kilang  Kapasiti Pengeluaran Tahunan
Kapasiti Pengeluaran Tahunan  Keupayaan Perdagangan
Keupayaan Perdagangan 
Kategori produk
-

Mesin Penggerudian Plat CNC Bergerak Gantry PLD3016
-

Mesin Penggerudian Berkelajuan Tinggi PHD1616S CNC untuk...
-

PD16C Meja Berganda Gantry Mudah Alih Plat Gerudi CNC...
-

Mesin Penggerudian CNC PHD2020C untuk Plat Keluli
-

Mesin Penggerudian Plat CNC Bergerak Gantry PLD7030-2
-

Dokumen Teknikal PDDL2016 Jenis Pintar...